


 34,00 €
34,00 €  24,00 €
24,00 €  54,00 €
54,00 € 
 20,00 €
20,00 € 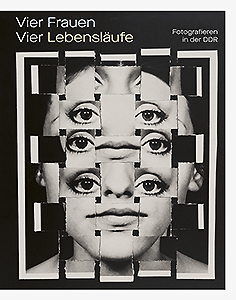 38,00 €
38,00 €
Bücherfrühling!
Wir laden Sie herzlich ein, diesen Bücherfrühling mit uns zu genießen! Besuchen Sie unsere Frühjahrsschau online und unseren Stand auf der Leipziger Buchmesse. Wir freuen uns auf den Austauch mit Ihnen!
> Zur Frühjahrsschau
> Zur Leipziger Buchmesse
Vier Frauen
Im Mittelpunkt des Bandes und der Ausstellung in Chemnitz (bis 9. Juni) stehen vier Fotografinnen: Stephan-Brosch, Krull, Sippels und Voigt. Sie stehen stellvertretend für eine Vielzahl an Fotografinnen. Erstmals werden ihre Werke gezeigt und in den Kontext ihrer Entstehung verortet.
Der Deutsche Film
Unsere Neuerscheinung gibt einen umfassenden Überblick zum deutschen Film von 1895 bis heute. Der Band erscheint begleitend zur großen Sonderausstellung in der Völklinger Hütte (bis 18. August 2024) und kann ab sofort zum Subskriptionspreis von 40 Euro vorbestellt werden.

Sächsischer Verlagspreis
Wir freuen uns sehr! Wir sind mit dem Sächsischen Verlagspreis 2024 ausgezeichnet. »Mit dem Sächsischen Verlagspreis ehren wir herausragende sächsische Verlage – als Macherinnen und Macher hinter den Produkten Buch (...), als kreative Köpfe einer für Sachsen wichtigen Branche.«, so Wirtschaftsminister Martin Dulig.
> Zum Sächsischen Verlagspreis
Goldene Passion
Die Publikation löst ein spannendes Rätsel im Werk von Georg Petel: Sie präsentiert die spektakuläre Rekonstruktion seiner vergoldeten Kreuzigungsgruppe aus einem bislang verschollen geglaubten Kruzifixus und begleitet die Ausstellung im Bayerischen Nationalmuseum (bis 30. Juni).
Jahrhundertzeugin
Rabinowicz experimentierte mit expressionistischen und neusachlichen Ausdrucksformen und machte sich mit ihren einfühlsamen Porträts schnell einen Namen im Dresdner Kunstbetrieb. Die Ausstellung im Stadtmuseum ist zu sehen vom 13. April bis 18. August.
Doug Aitken
Doug Aitken befasst sich mit gesellschaftlichen Entwicklungen wie Entfremdung, Isolation und der Beziehung zwischen Mensch, Natur und Technik. Ausstellung (bis 16. Juni in Sindelfingen) und Katalog zeigen, wie sich Aitken in seinem Werk der Welt nähert und sie erforscht.
> Zur Sonderausstellung
> Zum Buch
Overkill
Im Kalten Krieg herrschte das »Gleichgewicht des Schreckens«. Der »Overkill« blieb damals aus, aber das Bedrohungspotenzial atomarer Technik besteht auch heute noch. Wie gehen wir heute mit dieser durch aktuelle Krisen und Kriege befeuerten Angst um?

Podcast »Der Salon«
Ohne Smartphone und Co. kommen wir heute nicht mehr aus: Kommunikation, Information, Konsum, Orientierung erfolgen fast ausschließlich digital. Doch wie verhält sich das im kulturellen Kontext? Welchen Einfluss hat die Digitalisierung auf den klassischen Museumsbesuch? Wir haben nachgefragt.

Geschichte und Kultur des östlichen Mitteleuropa
Das Spektrum der in dieser Reihe veröffentlichten Monografien und Sammelbände umfasst Disziplinen von der Archäologie bis zur Wirtschafts- und Umweltgeschichte Osteuropas, herausgegeben vom GWZO.

